|
 |
 |


|
|
|


随着国家工业的发展,包括传统煤化工、石化行业及印染等会产生大量的工业废水,随着城市及工业的发展,城市污水及工业废水排放量的增加。这些废水以有机污染物为主,目前采用的污水处理技术,一般将沉淀作为一级处理,去除有机物及无机污染物;将活性污泥等作为二级处理,去除能被生物化分解的溶解性有机污染物。
和市政自来水生产不同,工业废水一般成分复杂、差异大,可生化性能很差,国家对于工业废水处理标准的不断提高,同时排放污水水质的复杂化,经过二级处理后还会有些有机物不能被生物分解,并且使用一些广为应用的生化处理工艺,也很难达到我国水污染考核的主要指标(COD)。近年来活性吸附法去除污水中溶解性有机物(DOC),已经在城市污水工业废水三级处理流程中,成为有效处理技术之一,逐渐广泛的应用起来。
由于工业废水污染物浓度含量高,活性炭尚未形成生物膜就会达到吸附饱和状态。因此主要利用的是活性炭的吸附性能处理工艺废水。活性炭吸附可脱除一般生化处理和物化处理单元难以除去的污染物、除了吸附诸多的有机物,也可以除臭脱色及去除重金属元素。和市政供水采用活性炭滤池不同,废水净化工艺一般采用活性炭仓/罐。
如国内某化工园区内排放有包括化纤、化工及印染等混合工业废水,经过水解酸化-厌氧-A/O氧化沟-二级沉淀-加药澄清处理后水质指标如表1-1所示。
表1-1 国内活性炭处理进水典型指标
|
CODCr |
BOD5 |
总氮 |
氨氟 |
总磷 |
|
500 |
120 |
40 |
30 |
4.0 |
尽管经过处理,但是此废水指标中CODCr含量过高,且B/C比例为0.24,说明可生化性能较差。尽管在活性污泥曝气池中加入粉状活性炭加快对有机物的氧化分解,但是生化出水BOD<3mg/L,而COD仍然为90mg/L,再靠生化处理提高COD去除率已经不现实。利用活性炭的吸附性能可将难以生化处理的COD去除,并且没有药剂的添加,不会产生多余的化学污泥。
利用活性炭处理工业废水中污染物的浓度高,活性炭吸附饱和周期较短,吸附饱和的活性炭必须实施再生,否则运行成本太高。吸附饱和的废水处理活性炭通常采用热再生工艺,热再生设备以多膛炉(Multiple Hearth Furnace)和内热式回转炉(Direct-fired Rotary Kiln)应用最广泛。如果水处理量小,活性炭饱和周期长,可设置多个活性炭仓/罐切换使用,可将饱和活性炭委托异地再生后回用。针对废水量大,活性炭吸附饱和周期短就需要采用就地再生的方式。
国内某10x104m³/d工业废水处理厂应用了活性炭吸附及就地再生系统,其自动化水平高,运行成本也较低,其活性炭吸附及输送系统工艺流程如图1-2所示。
生化+物化处理用水
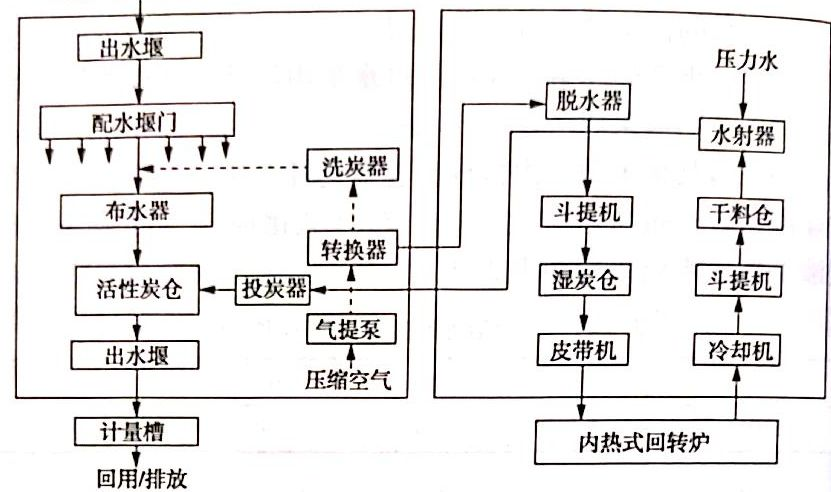
图1-12工业废水处理厂活性炭吸附及再生系统工艺流程图
吸附单元的核心由多组8m³的活性炭仓组成,内部填充的是煤基颗粒活性炭,布水器设计在活性炭仓的底部,废水由下而上通过活性炭床层,经吸附过滤处理后从活性炭仓上部汇集排出。由于污水中成分复杂的污染物较多,吸附过程中易于在活性炭表面板黏结形成包衣。若设有反洗单元,通过设在仓底部的空气泵将活性炭提到顶部的洗炭器,洗去胶体污染物后,靠活性炭自重返回活性炭仓,洗炭废水提升至回收沉淀池,回收水排放,污泥去污泥脱水间处理。
利用压缩空气提升泵将吸附饱和的活性炭浆送至脱水器经过初步脱水,接着由斗提机运至湿炭仓。湿炭仓出料进入内热式回转炉进行再生,再生后的活性炭经过冷却后送入干料仓储存,最终在水射器内由压力水作用经过投炭器送回活性炭仓。活性炭吸附及回转炉再生都是连续进行,经过再生后的活性炭能够恢复90%的吸附性能。当进水COD为90mg/L左右时,采用活性炭吸附工艺出水COD可<45mg/L。
 |
河南嵩山科技有限公司 版权所有 地址:河南省巩义市东周路 电话:0371-66550288 传真:0371-66550299 手机:13643866137 网址:http://www.hnsslc.com/ 手机版 管理入口 备案号:豫ICP备18027134号-1 技术支持:巩义企业网  豫公网安备 41910102000108号 网站地图 豫公网安备 41910102000108号 网站地图 |